

Sep . 02, 2025 19:50 Back to list
Food Grade Hose-Guangrao Juyuan Rubber And Plastic Co., Ltd.|Safe Liquid Transfer&Chemical Resistance
In the food and beverage industry, the safe and efficient transfer of liquids is critical to maintaining product quality and consumer trust. Food-grade hoses are engineered to meet stringent safety standards, ensuring that substances like drinking water, dairy products, and pharmaceuticals are transported without contamination. This article explores the features, technical specifications, applications, and industry relevance of food-grade hoses, while highlighting the importance of standards in maintaining product integrity.
Product Overview
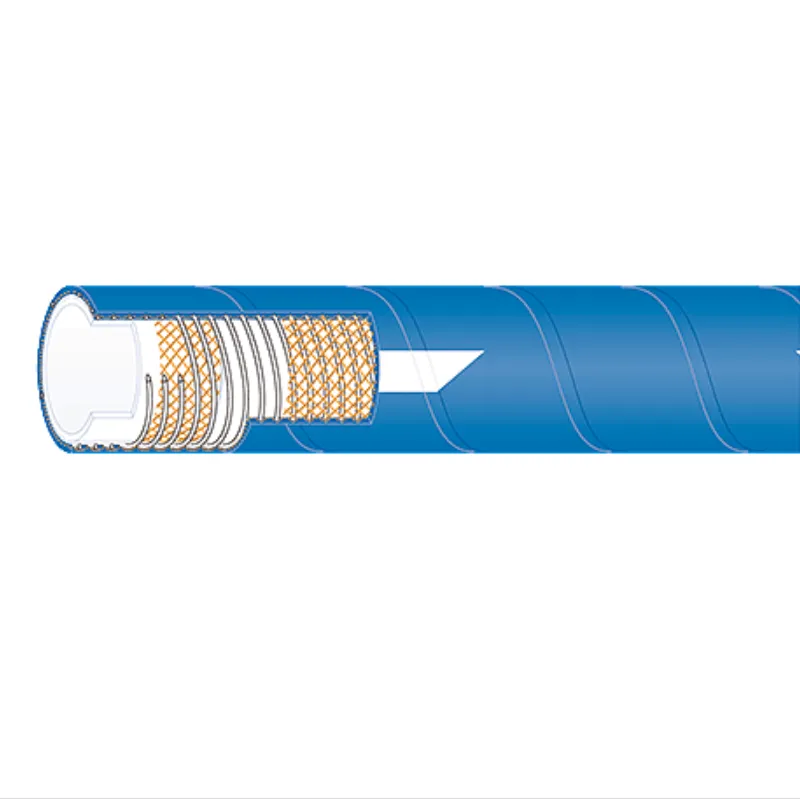
Food-grade hoses are designed to handle a wide range of liquid transfers, from simple water distribution to complex processes involving dairy, beverages, and pharmaceuticals. These hoses are constructed with three primary layers: an inner tube, reinforcement layer, and outer layer. Each layer serves a specific purpose, ensuring durability, chemical resistance, and compliance with food safety regulations.
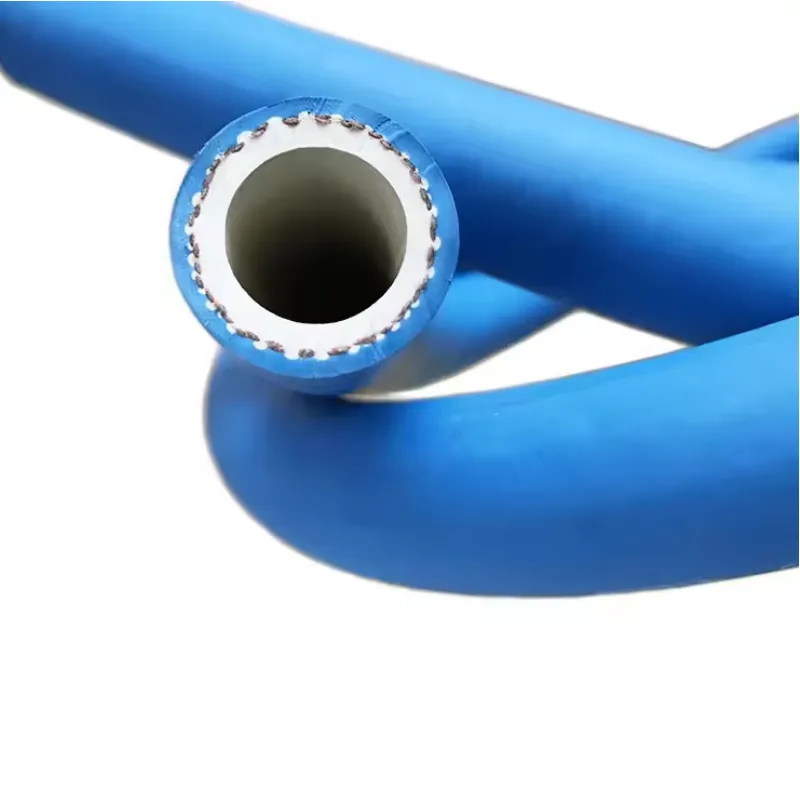
The beverage tubing (Image 1) exemplifies the versatility of these products, while the 5/8 milk hose (Image 2) and 2-inch brewery hose (Image 3) demonstrate specialized applications in dairy and beverage production. These products are manufactured by Guangrao Juyuan Rubber And Plastic Co., Ltd., a company with a reputation for delivering high-quality solutions to the food and beverage sector.
Key Features and Advantages
Food-grade hoses are engineered to address the unique challenges of liquid transfer in sensitive environments. Their primary advantages include:
- Chemical Resistance: The inner tube is typically made from materials like EPDM or silicone, which resist degradation from acids, bases, and oils commonly found in food and beverage applications.
- Hygienic Design: Smooth inner surfaces prevent the accumulation of bacteria or residues, ensuring compliance with food safety standards such as FDA and NSF certifications.
- Flexibility and Durability: Reinforcement layers, often composed of synthetic fibers or steel braiding, enhance the hose's ability to withstand high pressures and mechanical stress without compromising integrity.
- Temperature Range: These hoses can operate effectively in both low-temperature environments (e.g., refrigeration) and high-temperature conditions (e.g., pasteurization processes).
For example, the 5/8 milk hose is specifically designed for dairy applications, where its resistance to microbial growth and ease of cleaning are critical. Similarly, the 2-inch brewery hose is optimized for the high-volume, high-pressure demands of beer production.
Technical Specifications
| Parameter | Details |
|---|---|
| Material | EPDM, silicone, or food-grade rubber (inner tube); synthetic fibers or steel braiding (reinforcement); UV-resistant polymer (outer layer) |
| Inner Diameter | Varies by model (e.g., 5/8 inch for milk hoses, 2 inches for brewery hoses) |
| Maximum Working Pressure | Up to 100 psi (depending on the hose type) |
| Temperature Range | -20°C to 100°C (suitable for cold storage, pasteurization, and hot processing) |
| Compliance Standards | NSF/ANSI 61, FDA 21 CFR 177.2600, and ISO 22000 |
Applications in the Food and Beverage Industry
Food-grade hoses are indispensable in various sectors, including:
- Dairy Processing: Used for transferring milk, cream, and other dairy products, ensuring contamination-free handling.
- Beverage Production: Essential in the transport of beer, wine, and soft drinks, where hygiene and pressure resistance are paramount.
- Pharmaceuticals: Critical for the safe transfer of liquid medications and sterile solutions.
- Food Manufacturing: Ideal for conveying cooking oils, fruit juices, and other liquid ingredients.
The blue food hose is a popular choice in many facilities due to its visibility and ease of inspection. Its dairy vacuum hose variant is particularly suited for applications requiring suction, such as emptying tanks or transferring viscous liquids.
Company Background: Guangrao Juyuan Rubber And Plastic Co., Ltd.
Founded as a leader in the production of industrial hoses, Guangrao Juyuan Rubber And Plastic Co., Ltd. has established itself as a trusted provider of food-grade solutions. The company's commitment to quality is reflected in its adherence to international standards and its focus on innovation. By combining advanced manufacturing techniques with rigorous quality control, Guangrao Juyuan ensures that its products meet the exacting demands of the food and beverage industry.
According to the National Institute of Standards and Technology (NIST), "Standardized testing and certification are vital to ensuring the safety and reliability of materials used in food processing" (NIST, 2025). This aligns with Guangrao Juyuan's approach, as its products undergo extensive testing to comply with global regulations.
Ensuring Compliance with Industry Standards
Compliance with industry standards is a cornerstone of food-grade hose manufacturing. These standards, such as those set by the NIST and the U.S. Food and Drug Administration (FDA), ensure that products are safe for use in environments where food and pharmaceuticals are handled. For instance, the food and beverage hose must pass rigorous tests for chemical resistance, microbial growth, and mechanical strength.
The NIST emphasizes that "accurate measurements and standardized procedures are essential for maintaining the integrity of food production systems" (NIST, 2025). This underscores the importance of using certified products like those offered by Guangrao Juyuan, which are designed to meet these exacting requirements.
Conclusion
Food-grade hoses play a critical role in the safe and efficient transfer of liquids across the food and beverage industry. Their advanced design, compliance with stringent standards, and versatility make them indispensable in modern production environments. By choosing products from Guangrao Juyuan Rubber And Plastic Co., Ltd., businesses can ensure the highest levels of safety, durability, and performance.
As the NIST states, "Standards provide the foundation for innovation and quality in manufacturing" (NIST, 2025). This principle is evident in the development of food-grade hoses, which combine cutting-edge technology with proven safety protocols to meet the evolving needs of the industry.
References
National Institute of Standards and Technology (NIST). (2025). Standards and Measurement. Retrieved from https://www.nist.gov/
Guangrao Juyuan Rubber And Plastic Co., Ltd.. (n.d.). Food Grade Hose. Retrieved from https://www.jyhose.com/food-grade-hose.html
Latest News
Steel Wire Reinforced Hydraulic Hose SAE 100 R1 / EN853 1SN S
NewsOct.17,2024
Two Layers Steel Wire Reinforced Hydraulic Hose SAE 100 R2 / EN853 2SN
NewsSep.03,2024
Textile Braid Reinforced Hydraulic Hose SAE100 R3+R6
NewsSep.03,2024
Textile Reinforced Hydraulic oil Suction Hose with embedded Steel Wire SAE 100 R4
NewsSep.03,2024
Single Wire Braid and Textile Covered Hydraulic Hose SAE 100 R5
NewsSep.03,2024
High Pressure Thermoplastic Hydraulic Hose SAE 100 R7 / EN855 R7 - SAE 100 R8 / EN855 R8
NewsSep.03,2024
Heavy Duty Four-layer Steel Wire Spiral Reinforced Hydraulic Hose SAE100R9+R10+R12
NewsSep.03,2024
Heavy Duty Multi-layer Steel Wire Reinforced Hydraulic Hose SAE100R13 SAE100R15
NewsSep.03,2024
Latest Products
-

Steel Wire Reinforced Hydraulic Hose SAE 100 R1 / EN853 1SN S
-

Two Layers Steel Wire Reinforced Hydraulic Hose SAE 100 R2 / EN853 2SN
-

-

Textile Reinforced Hydraulic oil Suction Hose with embedded Steel Wire SAE 100 R4
-

Single Wire Braid and Textile Covered Hydraulic Hose SAE 100 R5
-

High Pressure Thermoplastic Hydraulic Hose SAE 100 R7 / EN855 R7 - SAE 100 R8 / EN855 R8
-

Heavy Duty Four-layer Steel Wire Spiral Reinforced Hydraulic Hose SAE100R9+R10+R12
-

Heavy Duty Multi-layer Steel Wire Reinforced Hydraulic Hose SAE100R13 SAE100R15




{kind=link}
{kind=link}
{kind=link}