
- Afrikaans
- Albanian
- Amharic
- Arabic
- Armenian
- Azerbaijani
- Basque
- Belarusian
- Bengali
- Bosnian
- Bulgarian
- Catalan
- Cebuano
- Corsican
- Croatian
- Czech
- Danish
- Dutch
- English
- Esperanto
- Estonian
- Finnish
- French
- Frisian
- Galician
- Georgian
- German
- Greek
- Gujarati
- haitian_creole
- hausa
- hawaiian
- Hebrew
- Hindi
- Miao
- Hungarian
- Icelandic
- igbo
- Indonesian
- irish
- Italian
- Japanese
- Javanese
- Kannada
- kazakh
- Khmer
- Rwandese
- Korean
- Kurdish
- Kyrgyz
- Lao
- Latin
- Latvian
- Lithuanian
- Luxembourgish
- Macedonian
- Malgashi
- Malay
- Malayalam
- Maltese
- Maori
- Marathi
- Mongolian
- Myanmar
- Nepali
- Norwegian
- Norwegian
- Occitan
- Pashto
- Persian
- Polish
- Portuguese
- Punjabi
- Romanian
- Russian
- Samoan
- scottish-gaelic
- Serbian
- Sesotho
- Shona
- Sindhi
- Sinhala
- Slovak
- Slovenian
- Somali
- Spanish
- Sundanese
- Swahili
- Swedish
- Tagalog
- Tajik
- Tamil
- Tatar
- Telugu
- Thai
- Turkish
- Turkmen
- Ukrainian
- Urdu
- Uighur
- Uzbek
- Vietnamese
- Welsh
- Bantu
- Yiddish
- Yoruba
- Zulu

Feb . 19, 2025 08:11 Back to list
industrial chemical hose
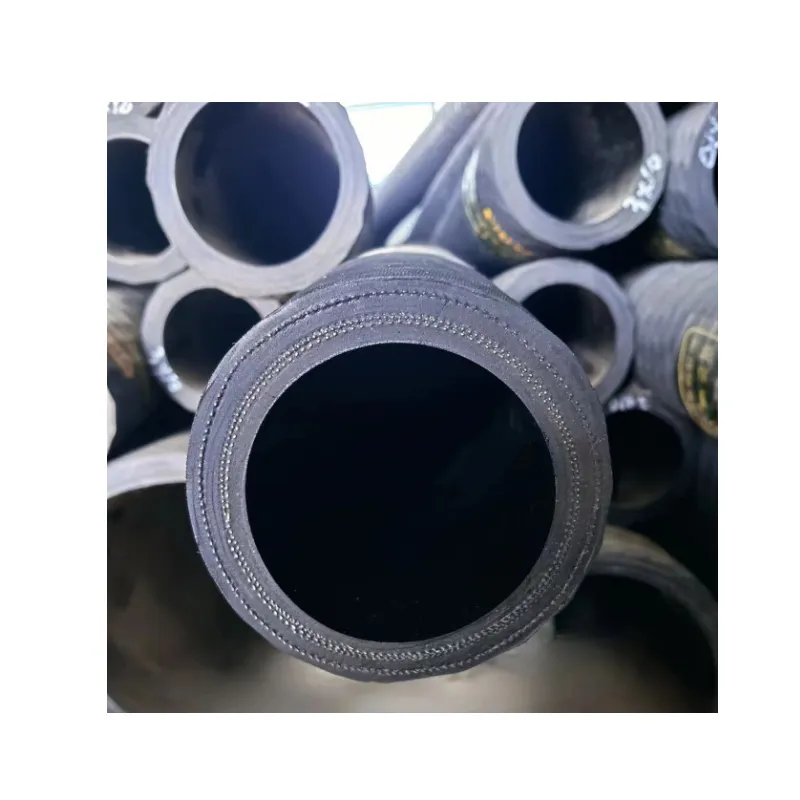

Field testing further exemplifies the hoses' reliability, where they undergo rigorous testing procedures, mimicking conditions of extreme pressure and chemical exposure, to ensure performance metrics meet or exceed industrial standards. Each test adds a layer of trustworthiness, assuring stakeholders of the hose's capabilities. Moreover, the modern advancements in hose technology also reflect an authoritative grasp on technological integration. Hoses equipped with RFID tags for real-time monitoring and data collection provide innovative solutions to traditional hose management issues. These smart hoses represent a leap in the industry, showcasing how expertise in digital solutions interlinks with conventional manufacturing processes to enhance performance and safety. Ultimately, when selecting an industrial chemical hose, the convergence of expertise, experience, authoritativeness, and trustworthiness must guide the decision-making process. It ensures optimal performance, safety, and longevity, which are essential for maintaining seamless operational flows in industries heavily reliant on chemical transfers. In conclusion, the true value of industrial chemical hoses lies in their sophisticated design, reliable performance, and compliance with safety standards, underscored by continual advancements and real-world applications. Choosing the right hose is a testament to a commitment to quality and safety, reflecting the expertise and experience needed to navigate the complexities of industrial chemical handling.
Latest News
Steel Wire Reinforced Hydraulic Hose SAE 100 R1 / EN853 1SN S
NewsOct.17,2024
Two Layers Steel Wire Reinforced Hydraulic Hose SAE 100 R2 / EN853 2SN
NewsSep.03,2024
Textile Braid Reinforced Hydraulic Hose SAE100 R3+R6
NewsSep.03,2024
Textile Reinforced Hydraulic oil Suction Hose with embedded Steel Wire SAE 100 R4
NewsSep.03,2024
Single Wire Braid and Textile Covered Hydraulic Hose SAE 100 R5
NewsSep.03,2024
High Pressure Thermoplastic Hydraulic Hose SAE 100 R7 / EN855 R7 - SAE 100 R8 / EN855 R8
NewsSep.03,2024
Heavy Duty Four-layer Steel Wire Spiral Reinforced Hydraulic Hose SAE100R9+R10+R12
NewsSep.03,2024
Heavy Duty Multi-layer Steel Wire Reinforced Hydraulic Hose SAE100R13 SAE100R15
NewsSep.03,2024
Latest Products
-

Steel Wire Reinforced Hydraulic Hose SAE 100 R1 / EN853 1SN S
-

Two Layers Steel Wire Reinforced Hydraulic Hose SAE 100 R2 / EN853 2SN
-

-

Textile Reinforced Hydraulic oil Suction Hose with embedded Steel Wire SAE 100 R4
-

Single Wire Braid and Textile Covered Hydraulic Hose SAE 100 R5
-

High Pressure Thermoplastic Hydraulic Hose SAE 100 R7 / EN855 R7 - SAE 100 R8 / EN855 R8
-

Heavy Duty Four-layer Steel Wire Spiral Reinforced Hydraulic Hose SAE100R9+R10+R12
-

Heavy Duty Multi-layer Steel Wire Reinforced Hydraulic Hose SAE100R13 SAE100R15



